
Von den beiden gemeinsamen Ferrusformen, die am APC -Polieren - konisch und Schritt - beteiligt sind, ist die Stief- und Stufen -Ferrule bei weitem am einfachsten in Bezug auf die Kontrolle der Geometrien. Stiefgrenze sind teurer als konische Ferrulen. Aus rein prozess-kontrollierter Sicht jedoch absolut die einfachste und beste Wahl . Wenn Sie neu für das APC -Polieren sind, wird dringend empfohlen, Stufen -Ferrulen über konisch zu verwenden. Stufen -Eisen sind weniger empfindlich gegenüber geringfügigen Prozess- und Materialvariationen und sind viel einfacher zu arbeiten, wenn es darum geht, Polierprozesse zu entwickeln und zu modifizieren. Daher führt die Verwendung von Stufen-Ferrulen zu signifikant verbesserten Erstpassrenditen.
Um eine optimale Leistung zwischen gepaarten Paaren von APC-Steckverbindern zu gewährleisten, ist es wichtig, dass die Geometrien des Ferrule-Endface-Geometriens die von der Branchen akzeptierten Endface-Geometriestandards 1 . Die häufigsten Probleme, mit denen Polierprozessingenieure in Bezug auf die Poliergeometrie der APC konfrontiert sind, umfassen normalerweise den Apex -Offset- und Winkelmessungen. Es gibt eine ganze Reihe komplexer Trigonometrie, um die geometrischen Konsequenzen, die bei der Bildung und Messung eines gekrümmten Winkels über ein konisches oder zylindrisches Objekt (die Finderung) verbunden sind, mathematisch „beweisen“. Es ist jedoch nicht notwendig, sich zu tief in komplexe Mathematik zu befassen. Vereinfachte Diagramme sind ausreichend, um Polierprozessingenieure zu helfen, die Grundprinzipien bei der Arbeit zu visualisieren, sodass sie ihren Polierprozess besser kontrollieren können, um die Geometrieanforderungen des Produkts zu erfüllen.
Um das APC -Polieren zu verstehen, ist es hilfreich, mit der Überprüfung des PC -Polierens zu beginnen. Die Mechanismen bei der Arbeit, die den Apex -Offset und Winkel beeinflussen, sind gleich, sind jedoch einfacher und intuitiver bei der Beschreibung des PC -Polierens.
Apex -Offset und Winkel beim PC -Polieren
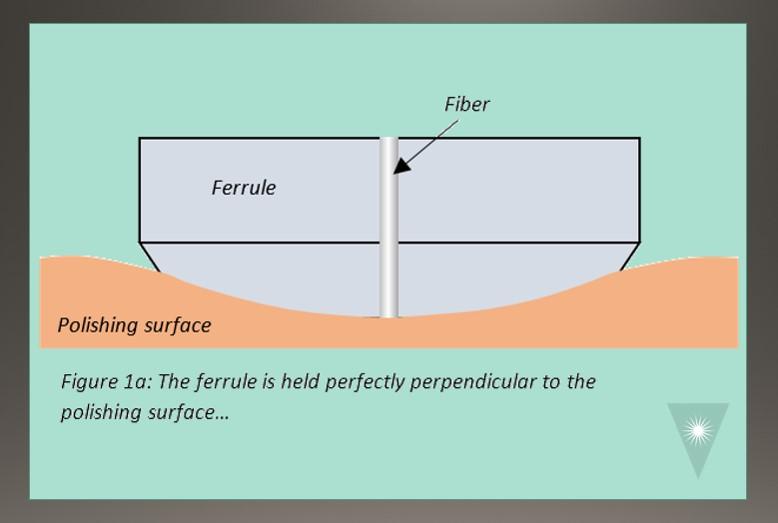
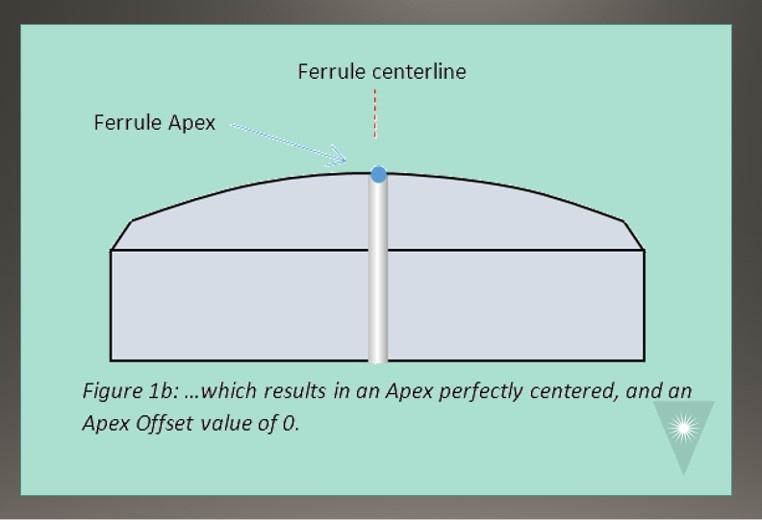
Der Apex -Offset ist ein ziemlich einfaches Konzept, das das Polieren des PCs verstehen kann. Bei PC -Ferrulen ist es beabsichtigt, die Ferrule während des Polierens in einem vertikalen Winkel von 0,0 Grad zu halten (senkrecht zur Polieroberfläche). Solange die Ferrule perfekt zur Polieroberfläche senkrecht ist, ist der Spitze (höchster Punkt) des radiuierten Endface der genaue Zentrum des Ferrus, und der APEX -Offset -Wert beträgt Null 2 (Abbildungen 1A und 1b).
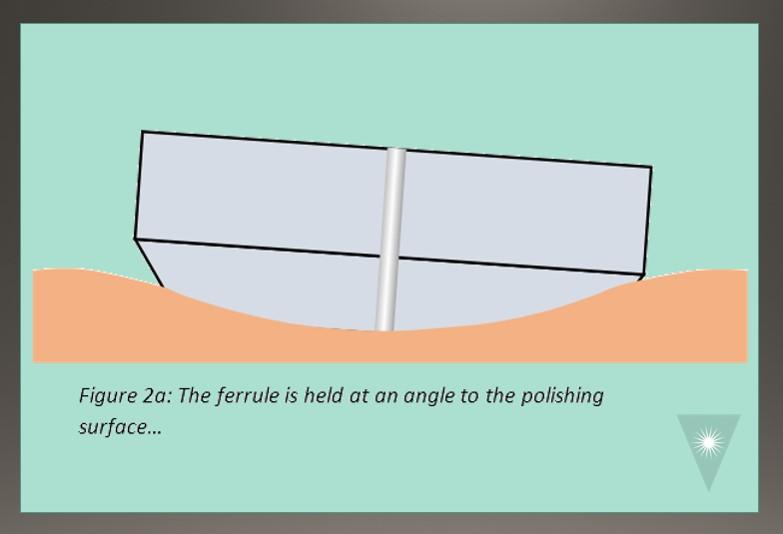
Wenn die Ferrule nicht senkrecht zur Polieroberfläche ist, wird die Spitze des gekrümmten Endface nicht auf der Ferrule zentriert: ein Apex -Offset -Wert> 0 (Abbildungen 2a und 2b).
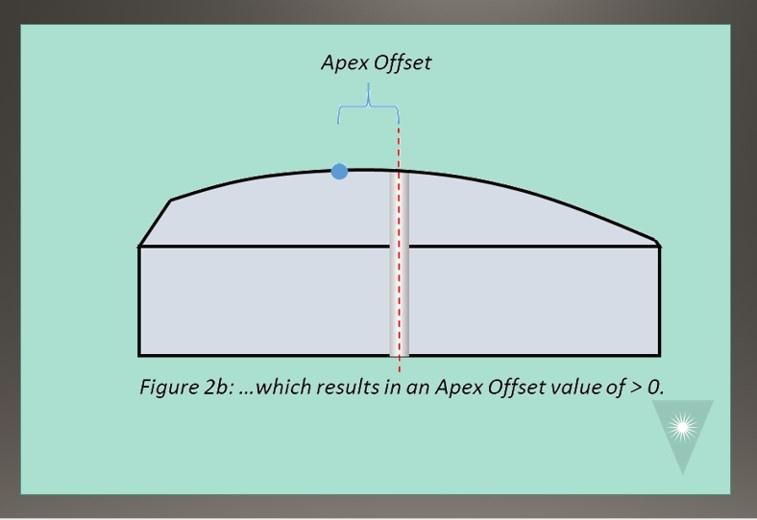
Je mehr die Ferrule von senkrecht abgewinkelt ist, desto weiter entfernt wird der Spitze des Radius von der Ferrule -Mitte aus der Ferrule -Mitte entfernt - so wird der Wert des Apex -Offsetwerts. Der Apex -Offset ist direkt proportional zu dem Winkel, mit dem die Ferrule poliert wurde. Tatsächlich sind Apex -Offset und Winkelversatz zwei Möglichkeiten, um dasselbe auszudrücken. Sie verwenden nur verschiedene Messeinheiten. (Der Apex -Offset wird in Mikron aus dem Faserzentrum gemessen, während der Winkelversatz in Grad von der Fasermitte -Achse gemessen wird.) Da der Winkelversatz eine häufige Ursache für Messprobleme von Apex -Offset ist, können Polierprozessingenieure die folgende als allgemeine Geometrie identifizieren Prozessregel:
- Alle anderen Faktoren sind gleich, desto größer ist der Unterschied zwischen dem beabsichtigten Polierwinkel und dem tatsächlichen Polierwinkel, desto größer ist der gemessene Wertversatz (oder Winkelversatz).
Da das Endface mit einer radiuierten (gewölbten) Oberfläche poliert wird, wissen wir außerdem, dass der Oberflächenwinkel von zwei Punkten entlang der Kurve nicht gleich ist. Das ist der Winkel an meinem Apex -Punkt und der Winkel an meinem Ferrule -Mittellinienpunkt kann niemals gleich sein (Abbildung 3). (Wir gehen davon aus, dass die geschaffene Kuppel perfekt kugelförmig ist, was in der Realität unwahrscheinlich ist, aber für unsere Diskussion nicht relevant ist.)
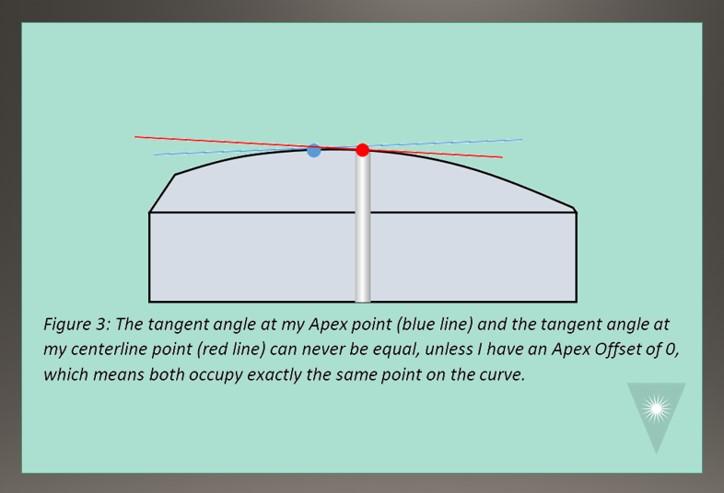
Hier ist ein weiteres wichtiges Konzept: Der Tangentenwinkel an meinem Apex -Punkt wird immer genau der Winkel sein, in dem ich die Ferrule während des Polierens gehalten habe. Wenn ich meine Ferrule während des Polierens bei genau 0,4 Grad von senkrechtem Senkrecht hielt, erzeugt dies einen Winkel an meinem Apex -Punkt von genau 0,4 Grad von Horizontal. Dieses Konzept ist wichtig, wenn wir das APC -Polieren diskutieren.
Apex -Offset und Winkel beim APC -Polieren
Alle oben genannten gilt auch beim Polieren von APC -Ferrulen - der einzige Unterschied besteht darin ). Dies führt zu anderen Faktoren, die einen signifikanten Einfluss auf die APEX-Offset- und Winkelmesswerte haben-nämlich Ferrusform, Endgesichtsradius und Schlüsselfehler.
Beachten Sie, dass ein Schlüsselfehler eine Hauptkomponente der gemessenen Apex -Offset -Werte ist. Schlüsselfehler ist die „Rotationskomponente“ des Apex -Offsets. Wenn der Adapter -Keyway -Steckplatz in meinem Interferometer beispielsweise deutlich breiter ist als die Schlüsselbreite meines APC -Anschlusses, können Sie sich vorstellen, dass ich den Stecker während der Messung leicht drehen kann, was zu fehlerhaften Messwerten führt. Es ist ein kompliziertes Thema, das sie vollständig erklären und sein eigener Artikel würdig sind. Aufgrund dieser Komplexität - und der Tatsache, dass wichtige Fehlerprobleme weniger häufig sind als Winkelprobleme -, werde ich in diesem Artikel nicht den Schlüsselfehler detailliert detailliert detailliert diskutieren.
Schauen wir uns zunächst auf die Form von Ferrule. Es gibt zwei häufige Arten von APC -Ferrulen in Form von Form: konisch und Schritt.
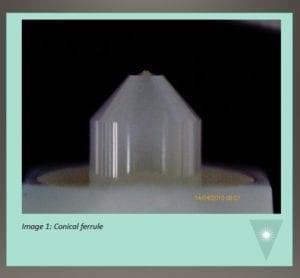
- Die konische Ferrule (Bild 1) hat natürlich eine Kegelform zum Polierbereich der Ferrule.
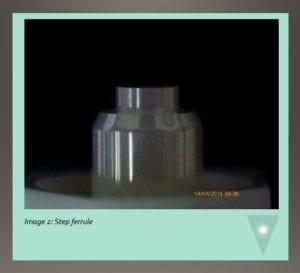
- Die Stief- (Bild 2) hat eine zylindrische Form zum Polierbereich der Ferrule.
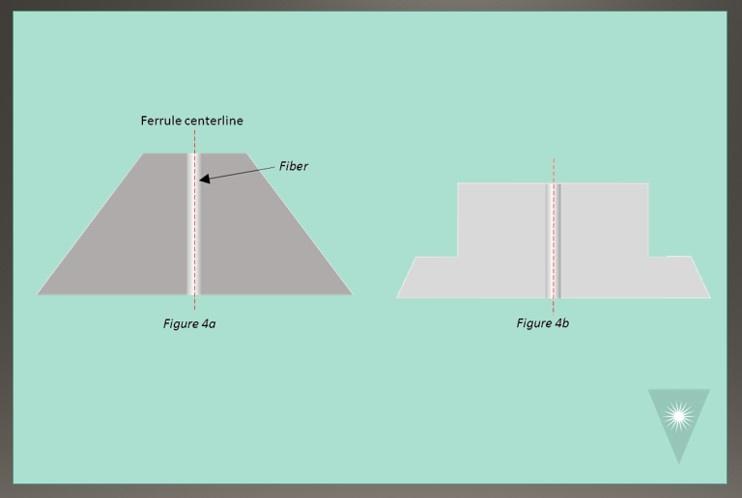
Die Abbildungen 4a und 4b präsentieren Querschnittsdiagramme der beiden Ferrus-Typen. Die Grauzonen sind das Ferrusmaterial, die Mitte ist die Faser und die rot-dämmten Linien zeigen die Mittellinie des Ferrusdurchmessers.
Jetzt müssen wir die Ergebnisse des Schneidens eines 8-Grad-Winkels durch beide Formen berücksichtigen. Wir beginnen mit der konischen Ferrusform.
Konische Form und Spitze3
Wenn wir eine gerade Linie durch die konische Ferrule schneiden, können wir sehen, dass jeder Winkel, der flach über die Oberfläche geschnitten ist, uns mit ungleichen Entfernungen von der Mitte bis zu den Außenkanten des Fetts macht. (Im Moment vergessen wir einen Radius am Ende. Wir werden diesen Punkt später in diesem Artikel ansprechen.)
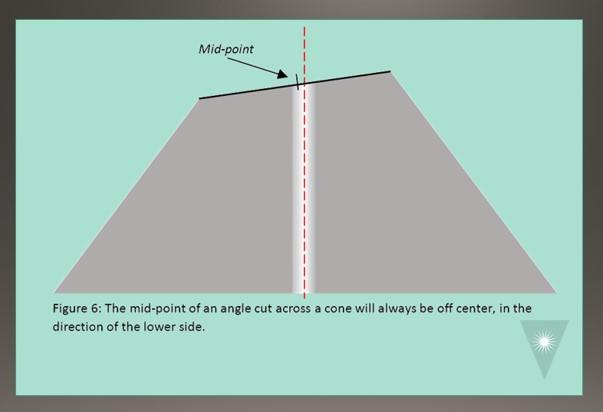
In Abbildung 5 können wir sehen, dass der Abstand von der Mitte zur linken (unteren) Kante größer ist als der Abstand von der Mitte zur rechten (höheren) Kante:

Wenn wir eine gerade Linie über die abgewinkelte Oberfläche legen, wird der Mittelpunkt nicht in der Mitte der Ferrule und niemals sein
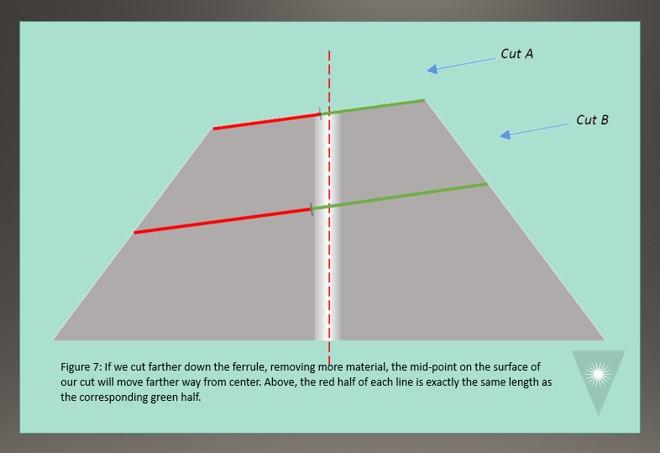
Während wir immer mehr Material von der Kegelform wegpolieren, bewegt sich der Mittelpunkt immer weiter von der Mittellinie entfernt. Dieser Mittelpunkt wird niemals in der Mitte der Ferrule liegen und sich immer weiter von der Mitte entfernt, wenn wir mehr Material entfernen-und die Ferrule immer kürzer abschneiden (Abbildung 7).
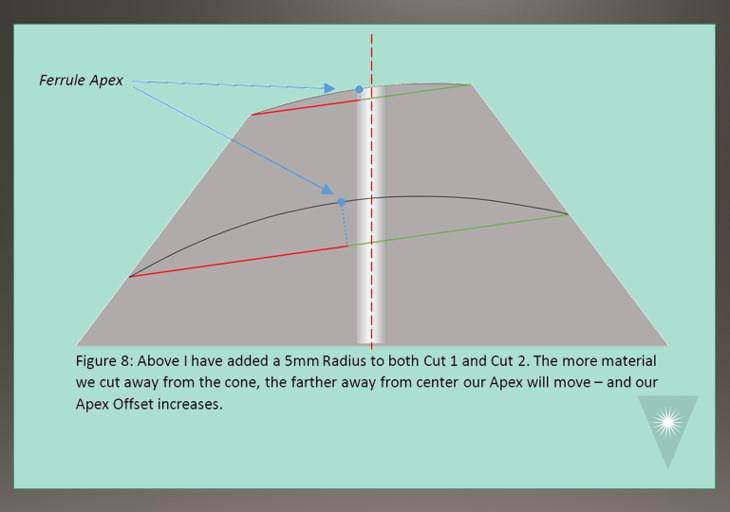
Überlegen wir nun, was passiert, wenn diese Oberfläche ein radiiertes Gesicht hat, anstatt vollkommen flach zu sein. In Abbildung 8 habe ich zwei verschiedene Stellen auf der Ferrule 5 mm Radien hinzugefügt. Wie erwartet wird die Ferrule-Apex noch weiter von der Mitte entfernt sein als der Mittelpunkt des Schnitts. Außerdem wird es sich weiterhin weiter und weiter vom Ferrue Center entfernt, wenn mehr Material entfernt wird.
Jetzt sehen wir, dass es für mich praktisch unmöglich ist, gute Apex -Offset -Messungen zu erhalten, wenn ich eine konische Ferrus mit 8 Grad mit 8 Grad messen kann - dann in einem Interferometer (das auch die Ferrule bei 8 Grad) misst. Daher ist hier eine andere Geometrieprozessregel:
- Konische APC -Ferrulen müssen in einem Winkel von mehr als 8,0 Grad (typischerweise entweder 8,2 oder 8,3 Grad) poliert werden.
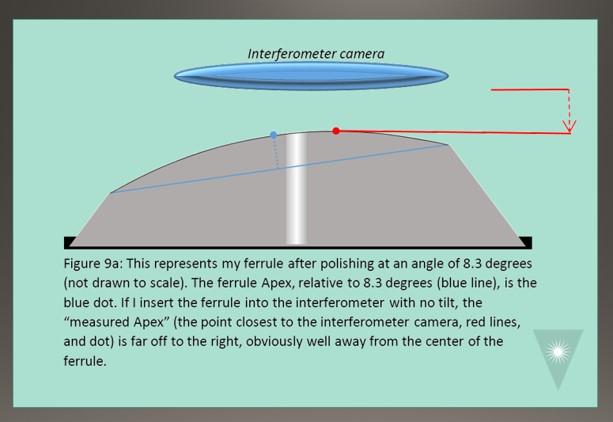
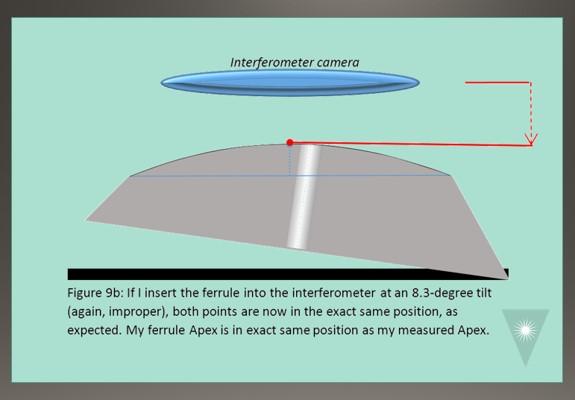
Da wir beim Messen in einem Interferometer immer Ferrulen bei genau 8,0 Grad halten, liegt unsere gemessene Apex näher an der Mitte des Fersrule. Die Form der Ferrule bleibt konstant - mein „Ferrule Apex“ ist noch weit von der Mitte entfernt. Da wir jedoch aus einem anderen relativen Winkel messen, ist der „gemessene Apex“ ein anderer Punkt 4 (9A, 9b, 9c).
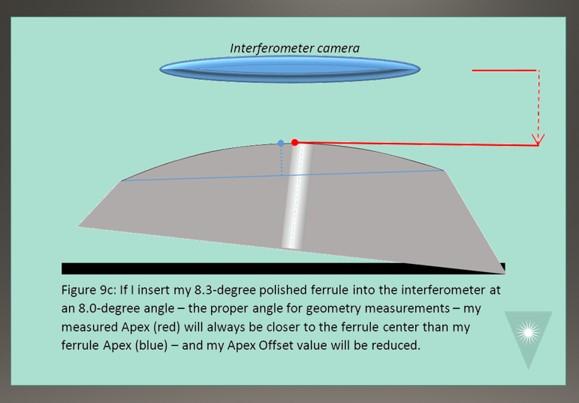
Durch die Verwendung eines größeren Winkels auf polieren, als ich es zur Messung verwende, kann ich viel bessere APEX -Offset -Messungen erzielen. Aber es ist immer noch der Fall, dass aufgrund der konischen Form, je mehr Material ich entfernen (je mehr ich polierlich), desto schlechter mein gemessener Apex -Offset -Wert (der Ferrule Apex wird sich weiterhin „nach links“ oder nach in Richtung nach unten bewegen Seite der Ferrule). Dies gibt uns eine weitere nützliche Geometrieprozessregel:
- Für einen bestimmten Winkel und einen bestimmten Radius mit konischen Ferrulen bewegt sich mein Apex -Offset umso mehr in die Richtung der unteren Seite der abgewinkelten Ferrule.
Konische Form und Winkel
Jetzt müssen wir uns den gemessenen Winkel ansehen. Wie wir bereits zuvor diskutierten (siehe Abbildung 5), hat jeder Punkt entlang einer gewölbten Oberfläche einen anderen Winkel als horizontal - die Tangente zum Radius an diesem Punkt. An der Ferrule Apex ist der Winkel genau dem Winkel, in dem das Ferrus während des Polierens gehalten wurde. Für unsere Interferometermessungen kümmern wir uns jedoch nur um den Winkel in der Faserregion: die Mitte der Ferrule. Und der Winkel im Ferruszentrum (der Faserbereich, in dem wir Winkelwerte messen) ist immer geringer als der Winkel, in dem wir poliert haben (Abbildung 10), wenn sich die Spitze auf der „niedrigen Seite“ des Winkels befindet und immer wird Seien Sie größer als der Winkel, in dem wir polierten (nicht gezeichnet), wenn sich die Spitze auf der „hohen Seite“ des Winkels befindet.
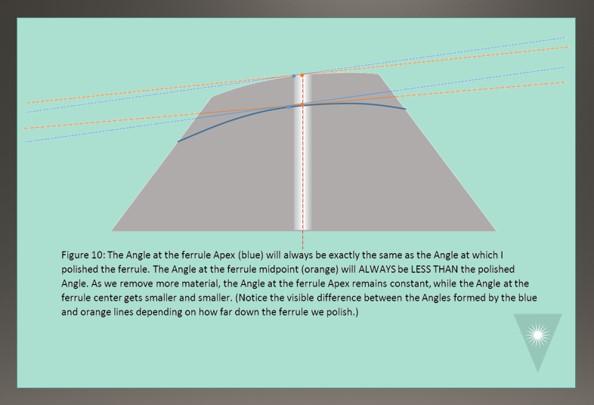
Wenn wir immer mehr Material entfernen und die konische Ferrule weiter unten schneiden, bleibt der Winkel an unserer Apex konstant, während der Winkel in unserer Mittellinie (der Faserbereich) immer kleiner wird. Und da wir nur daran interessiert sind, den Winkel in der Faserregion der Ferrule zu messen, können wir eine weitere Regrel der Geometrieprozess abschließen:
- Für einen bestimmten Polierwinkel und jeder Radius werden je mehr ich eine konische Ferrule poliert, desto kleiner wird mein Winkel in der Faserregion.
- Wenn mein gemessener Winkel zu groß ist, kann ich dies beheben, indem ich einfach mehr Material poliere (mehr Polierzeit).
- Wenn mein gemessener Winkel zu klein ist, kann ich dies nicht beheben, indem ich mehr poliere - ich müsste meinen Prozess ändern, um weniger Material (weniger Zeit oder weniger aggressive Polierfilme) zu entfernen und von vorne zu beginnen.
Radiuswirkung auf den Winkel
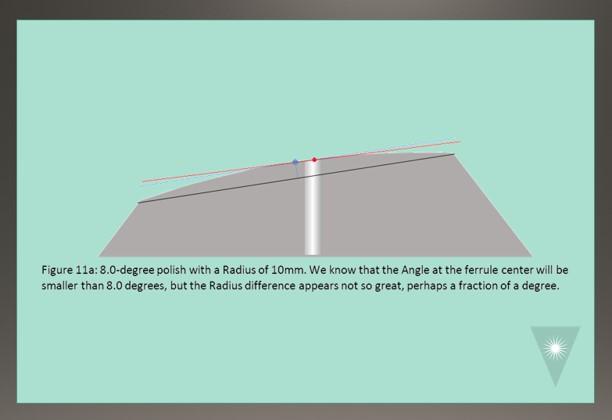
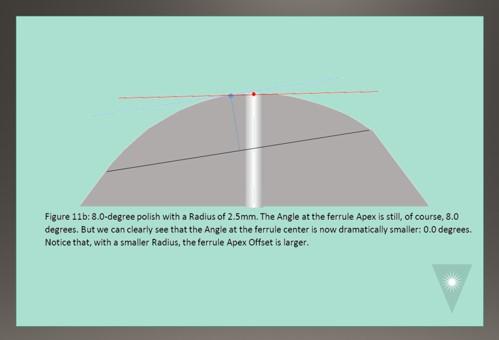
Jetzt haben wir den Einfluss, dass unser Radiuswert auf unserem Winkel in der Faserregion hat. Wir wissen bereits, dass der Winkel im Faserbereich immer anders als der Winkel an der Ferrule -Apex unterscheidet (siehe Abbildung 10), da die Oberfläche kugelförmig ist. Aber die Größe dieses Winkelunterschieds hängt davon ab, wie gebogen der Radius ist. Ein größerer Radius („flacher“) hat einen geringeren Unterschied; Ein kleinerer Radius („runder“) hat einen größeren Unterschied (Abbildungen 11a und 11b).
Dies gibt uns zwei weitere Regeln für Geometrieprozesse:
- Das Erhöhen meines Radius erhöht den Winkel in meiner Faserregion. (Dies gilt für konische und Schritt -Ferrulen.)
- Wenn Sie meinen Radius erhöhen, verringern Sie den Apex -Offset. (Dies gilt für konische und Schritt -Ferrulen.)
Wir können sehen, dass mit konischen Ferrulen die Tiefe, auf die wir geschnitten sind - wie weit wir die Ferrule geschnitten haben und wie viel Material wir entfernen - sehr gut kontrolliert werden muss, um die Hoffnung auf unseren gemessenen Apex -Offset und Winkel zu steuern Werte. Wie wir sehen werden, erfordert die Stieffeindlichkeit keinen solchen Fokus auf die Tiefe des Schnitts.
Schrittform und Spitze
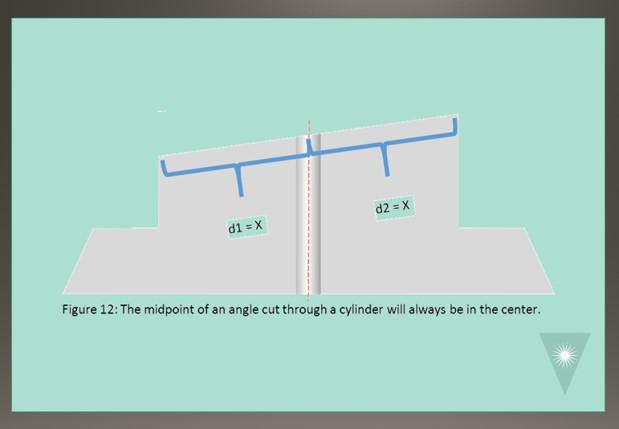
Die Auswirkungen des Schneidens eines radiierten Winkels durch einen Schritt, der Ferulle leichter zu erklären und zu verstehen ist. Aufgrund seiner zylindrischen Form hat jeder Winkel, der flach über die Oberfläche geschnitten ist, genau den gleichen Abstand von der Mitte zur Außenkante (Abbildung 12).
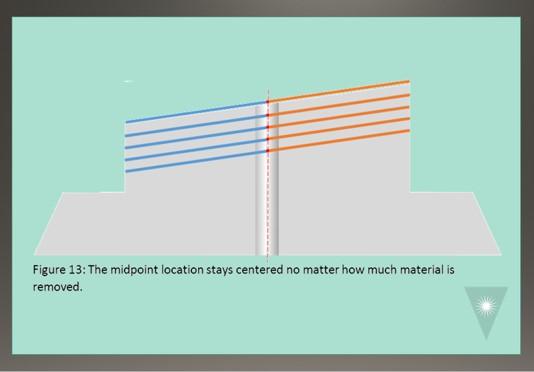
Aufgrund des konstanten Durchmessers des Zylinders befindet sich die Mittellinie des Winkels immer in der Mitte der Ferrule, unabhängig davon, wie viel Material im Polierprozess entfernt wird (Abbildung 13).
Wenn wir mit einem Radius poliert werden, können wir sehen, dass die Ferrule -Apex wie konische Ferrulen (siehe Abbildung 8) immer vom Ferrule -Zentrum aus versetzt wird.
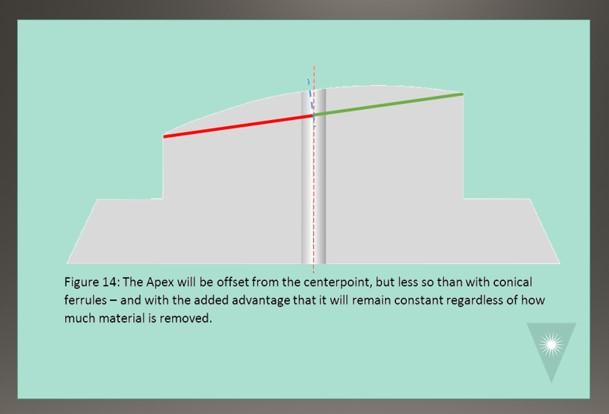
Aufgrund der Symmetrie der Zylinderform ist dieser Versatz jedoch signifikant geringer als bei konischen Ferrulen (Abbildung 14).
Wir haben immer noch einen inhärenten Apex-Offset, wenn wir eine gewölbte Oberfläche auf einer Stufen-Ferrule polieren, aber dieser Versatz ist geringfügig und es kann eine Standard-Polieranlage mit 8-Grad-Polieren verwendet werden.
Schrittform und Winkel
Wir wissen, dass der Winkel in der Faserregion immer geringer sein wird als der Winkel, in dem wir polieren - dies gilt sowohl für konische als auch für Stufen -Ferrusformen. Aber wie bei Apex ist die Größe des Unterschieds bei der Verwendung von Stufen -Ferrulen viel geringer. Da die Ferrule Apex näher an der Mitte ist, ist der Winkelunterschied erheblich weniger - in der Tat vernachlässigbar. Und wie bei Apex ändert sich der Winkel im Ferrule Center nicht, unabhängig davon, wie viel oder wie wenig wir polieren.
Radiuswirkung auf den Winkel
Dieser Effekt ist genau der gleiche wie bei konischen Ferrulen (siehe Abbildungen 11A und 11b), und dieselben Regeln in diesem Abschnitt gelten für Schritt -Ferrulen.
Schlussfolgerungen
Die Steuerung von Apex und Winkel an konischen Ferrulen ist viel schwieriger als bei Stufen -Ferrulen, nämlich, weil wir die „Tiefe des Schnitts“ steuern müssen - die Menge an Ferrusmaterial, die wir während des Polierprozesses entfernen. Dies bedeutet, dass wir sicherstellen müssen, dass die Polierfilme eine außergewöhnliche viel-auf-losen-Schleifigkeit haben. Da die abrasive Kürzung von Polierfilmen abnimmt, werden wir wahrscheinlich die Anzahl der Wiederverwendung der Filme in unserem Prozess reduzieren, um die Polierkosten zu erhöhen). Da die Stufen-Ferrule durch geschnittene Tiefe nicht beeinflusst wird, hat eine abrasive Schnittrate-Variation viel weniger Einfluss auf unsere Ergebnisse.
Mit konischem und Schritt Ferules hat der von uns erzeugte Radius einen ähnlichen Effekt auf gemessene Spitze und Winkel. Im Allgemeinen verbessert das Targeting eines Radius an das untere Ende unserer Toleranzgrenzen unsere Chancen auf akzeptable Apex -Versatz- und Winkelmessungen.
______________________________
1 Telcordia GR-326; IEC 61755-3-2
2 Diese Aussage ist ein bisschen eine zu vereinfachte. den Apex -Offset- und Winkelwerten sowohl für PC- als auch für das APC -Polieren beeinflussen können und beeinflussen, z . Ein radiuierter Winkel durch eine APC -Ferrule und wie unser Polierprozess unter idealen Bedingungen den resultierenden Apex -Offset- und Winkelmesswerten beeinflusst. Der Einfachheit halber werden wir solche nicht prozessbezogenen Faktoren ignorieren.
3 Die Bilder der konischen und Schritt -Ferrulen zeigen unpolierte Ferrulen - es gibt keinen Winkel auf den Spitzen. Beide Arten von Ferrulen können als „vorgewunden“ gekauft werden, wobei der Ferrule-Hersteller den Winkel bereits schneidet. Dies reduziert die Polierzeit und die Kosten für die Kabelbaugruppe erheblich. Unabhängig davon, ob vorgewinkte Ferrulen oder nicht, gelten dieselben Faktoren, die den Winkel und die in diesem Artikel diskutierten Spitze beeinflussen.
4 Der Begriff „Apex“ bedeutet allgemein als „den höchsten Punkt entlang einer Oberfläche“. Wir müssen jedoch verstehen, dass „höchster Punkt“ ein relativer Begriff ist. Höchste in Bezug auf was? Verwenden wir ein Beispiel für einen orangefarbenen Verkehrskegel. Stellen Sie sich vor, Sie legen den Kegel auf den Boden und stehen darüber, damit Sie direkt auf den Kegel schauen. Von dieser Position aus könnte man sagen, dass die Spitze des Kegels der Punkt ist, der Ihrem Gesicht am nächsten liegt. Aber was passiert, wenn Sie den Kegel auf die Seite treten - im Wesentlichen um 90 Grad neigten? Jetzt ist der Punkt, der Ihrem Gesicht am nächsten liegt, nicht die Spitze des Kegels, sondern der Rand der Basis des Kegels. Sie haben den Ort des Apex -Punkts auf dem Objekt (Kegel) nicht geändert, Sie haben nur seine relative Position im Raum geändert, von wo Sie messen (Ihre Augen). In unserer Diskussion müssen wir somit vorsichtig sein, um zwischen der Spitze der Ferrule (dem höchsten Punkt auf seinem Radius, relativ zu dem Winkel, dem er poliert wurde) und den gemessenen Spitze (der Punkt auf der Ferrusoberfläche, der dem Interferometer am nächsten kam, zu unterscheiden Kamera während des Tests). Dies ist besonders wichtig, wenn Sie das polieren des konischen Ferrus diskutieren, da der Winkel, in dem wir die Ferrule polieren, und den Winkel, in dem wir die Ferrule messen, nicht gleich sind - wir „den Kegel über die Messung einteilen“.
Zusätzliche Ressourcen des MOC -Teams umfassen:
- Polierende technische Lösung Inhalt anzeigen
- Sehen Sie sich das Glossar , die Akronyme und die militärischen Spezifikationen für Anschlüsse an
- Q & A Ressource: E -Mail an technische Fragen an sarchfoc@focenter.com
