
Beim Polieren eines Glasfaseranschlusses, durch Poliermaschine, gibt es Verfahren und Einstellungsparameter, um die Best Practices der Maschinen sowie frühere Entwicklungen und Erfahrungen zu nutzen.
Darüber hinaus gibt es Tipps, die bei der täglichen Produktion angewendet werden müssen, um die Ergänzung, Effizienz und die Ergebnisse der Erstpass zu verbessern, um die Verschrottungskosten zu vermeiden.
Der Standard -Polierprozess enthält drei Schritte:
- Epoxidentfernung
- Geometrie
- Letzter Schritt: Beenden der optischen Oberfläche
Im Folgenden teilen wir Tipps für jeden Schritt des Prozesses:
Epoxidentfernung
Luftpolitur
Wenn die Anschlüsse nach dem Spalten auf die Schablone geladen werden, gibt es aufgrund verschiedener Faserspalten große Fasern und inkonsistente Faser-Vorräte. Dies kann zu Faserunterbrechungen führen, wenn das Polieren auf dem Maschine sofort gestartet wird.
- Tipp: Beginnen Sie mit dem Polieren der auf der Schablone geladenen Steckverbinder mit Silizium -Carbid -Läderfilm, die auf dem Gummi -Block montiert sind, und dann von Hand/Luft zart, wobei wenig Handdruck nur wenige Drehungen (ca. 10) ausübt. Als nächstes weist der Faser -Vorsprung eine konsistentere Längenverteilung über alle Ferrulen auf, was zu einem weniger Faserbruch führt (Faser in Ferrule Bohrloch). Nach diesem ersten Betrieb kann man mit der Maschine mit dem gleichen Film mit dem für das Luftpolieren verwendeten Film mit dem Polieren beginnen.
LC konisch
Die verfügbare Oberfläche des 1,25 -mm -Anschlusses ist klein und manchmal wird Epoxid aufgrund dieser begrenzten Oberfläche auch zur Basis des Schaltbereichs gelangt, den Sie mit dem Politur nicht entfernen können.
- TIPP: Nach dem Schritt des Epoxidentferners auf den Politur verwenden Sie, wenn noch ein gewisses Epoxidwettbewerb im Bereich der Schande vorhanden ist, ein wenig Skalpell, um Rückstände zu entfernen. Dies ermöglicht es, zum nächsten Schritt (Geometrie) zu wechseln, wodurch eine Kontamination bei Diamond -Läder -Filmen vermieden wird.
Für andere Arten von Ferrule (2,0 oder 2,5 mm) ist es eine gute Praxis, nach der Entfernung von Epoxids zu überprüfen, wenn das gesamte Epoxidwettbewerb verblüfft wurde (Überprüfung der Vorderseite der Ferrulen).
JIG -Verriegelungsmechanismus mit individueller Ferrule
Eine Schablone, bei der sich die Ferrules unabhängig voneinander bewegen, wird als IPC-Gerät (Individual Pressure Control) bezeichnet und wird durch die Verwendung von Federbelastungsadaptern zum Sperren und zur Haltung der Bestimmung an Ort und Stelle erkannt.
- Tipp: Nach Überprüfung, ob keine Epoxidreste übrig sind, ist es eine gute Praxis zu überprüfen Rückstände polieren. Dies garantiert, dass jedes Ferrus unter dem definierten polnischen Druck in den Polierschritten steht und konsistentere Geometrieergebnisse bietet.
Geometrie
Luftblase unter Läderfilm
Ein häufiges Ereignis nach der Positionierung des Gummi -Pads sind Luftblasen unter dem Läderfilm. In diesem Fall muss es entfernt werden, da während des Geometrie -Polierprozesses als Luftkissen die Ferrule -Geometrie (Radius und/oder Apex) modifizieren kann.
- Tipp: Um diesen Effekt zu vermeiden, drücken Sie einen Roller , um den Läderfilm auf dem Gummibad zu drücken. Es ist wichtig, für jede Art von Film eine andere Walze zu haben, um eine Kontamination zu vermeiden, insbesondere von Diamond -Film bis zum endgültigen Film. Wenn man die gleiche Walze verwendet, ist es wichtig , es zu reinigen, bevor man in das kleinere Filmraster wechselt.
- Tipp: Wenn Sie nur eine Rolle verwenden, um Kontamination zu vermeiden, nehmen Sie zwei Filme übereinander (eine auf den Kopf nach oben) und verwenden Sie dann die Roller. Der Läderfilm, der zum Polieren des Steckers verwendet wird, wird von einer Kreuzkontamination nicht beeinflusst.
Diamantfilm längeres Leben
Diamond Laping -Film ist der teuerste Film, den wir beim Polierprozess verwenden, und eine Überlegung bei der Auswahl eines Lieferanten ist die Anzahl, mit der Sie ihn verwenden können. Es gibt Diamantfilme, die je nach Prozess und spezifischen Kundenspezifikationen für 10, 15, 25 Mal oder sogar länger verwendet werden.
- TIPP : Nach einer bestimmten Anzahl von Nutzungen, in der Regel zehnmal, können Sie die Lebensdauer dieses Films verlängern, wenn Sie die Oberfläche mit Alkohol reinigen (mit Alkohol entzieht Trümmer aus dem vorherigen Polieren).
- Ansicht: Diamond Films Produktmatrix
Gummi -Pad
Bei einem Polierprozess verwenden wir Gummi -Pads ( Maschine und Handbuch ) typischerweise 60 bis 80/85 Durometer. Die konsequente Geometrie kann eine Herausforderung sein. Im Prinzip kann ein zu weiches Gummi -Pad helfen, den Radius zu verringern, sich jedoch negativ auf die Spitze auswirken.
Die Verwendung eines härteren Polierkissens mit höherem Druck sollte besser sein, um einen positiven Radius- und Apex -Ergebnisse zu erzielen.
- Tipp: Versuchen Sie immer, einen Prozess mit Pads mit demselben Durometer während des gesamten Prozesses zu entwickeln. Durch das Ändern der Härte des Pads wirkt sich Radius und/oder Apex aus und kann es schwierig machen, beide Parameter innerhalb der Spezifikation zu bringen. Normalerweise kann das Einstellen von Druck und Timing mit demselben Pad die gewünschten Ergebnisse erzielen. Wenn Sie in ein weicheres Pad wechseln müssen, verringern Sie das Durometer maximal um ungefähr 10 Durometer.
APC JIG -Auswahl nach Connector -Stil
Auf dem Markt gibt es zwei verschiedene Arten von Ferrulen: Stufen und konisch. Sobald Sie den Connector -Stil auswählen, müssen Sie die zugehörige Schablone berücksichtigen.
- Tipp:
- Stufener Ferrule - benötigt eine Jig mit einem APC -Winkel von 8 °
- Konische Ferrule - Benötigt eine Jig mit einem APC -Winkel von 8,3 °
Endschritt
Reinigen, reinigen, reinigen
Kratzer sind ein Albtraum eines Glasfaser -Assemblers, denn wenn es auftritt, gefährden sie alle vorherigen Aktivitäten und sind aufgrund der Zeitverschwendung und zusätzliches Material kostspielig.
- TIPP: Jeder Schritt erfordert eine gute Sauberkeit, um eine Kontamination zu vermeiden, insbesondere wenn Sie sich vom Diamond -Film zum endgültigen Film bewegen. Sehr oft wird diese Aktivität unterschätzt, aber wenn Sie dies zu einer Priorität machen, können Sie kostspielige Probleme vermeiden.
- Tipp: Entfernen Sie Sprühwasser, um alle Trümmer am Ferrus und hauptsächlich an der Unterseite des Jigs zu entfernen. Befolgen Sie dies, indem Sie den Betrieb mit Reinigungstüchern oder einem ähnlichen Papier wischen, das sich von der Mitte des Schablers nach außen bewegt.
Letzte Filmauswahl
Zusätzlich zur schönen glatten Oberfläche der endgültige Film extrem wichtig, um die rechte Faservorsprung zu definieren. Basierend auf der angeforderten Spezifikation können Sie verschiedene Arten von Film auswählen, die verschiedene Ergebnisse liefern.
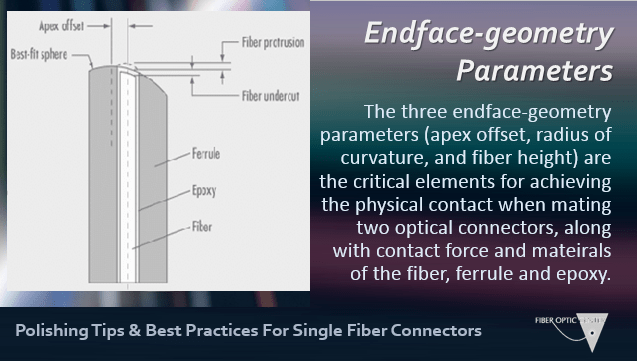
- TIPP: Wichtig, um die verschiedenen Spezifikationen und Ihre Anforderungen zu kennen: Faser -Vorsprung, Unterbecher, Flachheit in Bezug auf die Ferrule. Grundsätzlich können Fasern nach dem beschriebenen Parameter herausragen oder unter der Ferrusoberfläche bleiben, um den besten physischen Kontakt mit Faser in einem Stecker zu gewährleisten.
- TIPP: Wenn Sie keinen Zugriff auf verschiedene endgültige Filme haben, kann die Anpassung von Zeit und Druck auch bestimmte Ergebnisse mit einigen Einschränkungen erzielen.
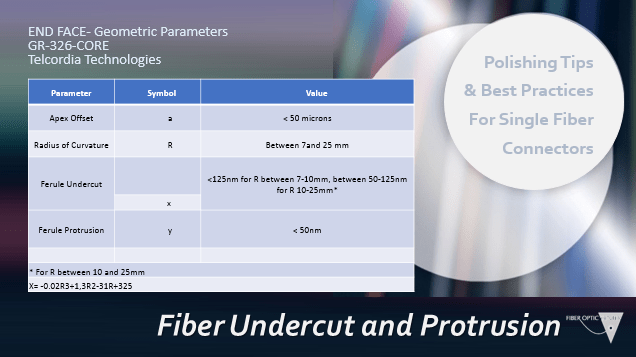
Glasfaser erfordert einen physischen Kontakt zwischen den beiden Paarungsteilen, denn wenn Sie einen Luftspalt zwischen sich haben, führt dies zu hohem Rückenreflexion. Der physische Kontakt tritt auf, wenn Sie Faser -Vorsprung haben, aber angesichts der Kompressionskraft der Steckverbinder können Sie eine physikalische Verformung der Faser und der Ferrule haben. In diesem Fall besteht physischer Kontakt mit flachem und unterkuppeltem, wenn der zugehörige Wert den angegebenen Parametern entspricht.
Man könnte fragen, warum nicht nur vorrangige Ballaststoffe anwenden, und die Antwort lautet, dass die Besorgnis über Faserunterbrechungen besteht, wenn die beiden Fasern gegen die anderen gedrängt werden. Sie geben Unterschnitte oder flache Faser gegen Ende der Ferrule an, um die Faser besser zu schützen, aber dennoch einen physischen Kontakt zu haben. Es ist klar, dass die Parameter gemäß den Spezifikationen (wie in der Grafik zu sehen) entsprechen müssen, da sonst Luftspalt auftreten.
ABSCHLUSS
Hunderte von Glasfaser -Kabelmontageanlagen auf der ganzen Welt verwenden den Ångströmlap -Polierfilm , einschließlich mehrerer Fortune -500 -Unternehmen. FOC verfügt über einen Polierprozess, den technischen Experten für Mitarbeiter sowie Läpsen von Filmexperten läutet.
Bitte beachten Sie einige unserer Ressourcen, unabhängig davon, ob Sie einen neuen Polierprozess implementieren, Ihren Prozess begeben, um sicherzustellen, dass er wiederholbare Ergebnisse erzielt, oder um Hilfe bei der Lösung eines Polierproblems zu finden:
Weitere Informationen zu:
- Filmqualität: FOCs Ångströmlap-Polierfilm mit viel Konsistenz
- Service und Unterstützung: Fachwissen zur Unterstützung des Ångströmlap -Films und Ihres Polierprozesses
- Engineering Solutions: Polierfilmindustrie Anforderungen
- Kosten: Wettbewerbspreise mit technischem Service und Support
Lesen Sie: Warum Ångströmlap -Läderfilm für andere Hersteller verwenden?
Schnelle Links für die endgültigen Polierläppchenfilme:
- Ångströmlap ultimas-p -Dieser Vorsprung-Finale-Film erzeugt eine positive Faserhöhe
- Ångströmlap ultimas-u -Dieser endgültige Läderfilm erzeugt eine negative Faserhöhe
Klicken Sie hier, um mehr zu erfahren:
- Unter Verwendung chemischer mechanischer Planarisation (CMP), um MT -Ferrulen zu polieren und wiederholbare, vorhersehbare Ergebnisse zu erzielen
- MT Ferrule Geometriespezifikationen: Minus-Seite-Coplanarität in IEC 61755-3-31: 2015
- Was ist die ideale Faserhöhe für einen Glasfaseranschluss?
- Möchten Sie konsequente Polierprozesse? Beginnen wir mit dem Polierfilm
- Pressemitteilung: Faser-Optikzentrum kündigt Ångströmlap Ultimas-pro Final Polishing Lacking-Film an
Zusätzliche Ressourcen des MOC -Teams umfassen:
- Polierende technische Lösung Inhalt anzeigen
- Sehen Sie sich das Glossar , die Akronyme und die militärischen Spezifikationen für Anschlüsse an
- Q & A Ressource: E -Mail an technische Fragen an sarchfoc@focenter.com
