
Die Dreh-, Drehdichtung, der optische Pyrometer, der Ablagerungsbrenner und das Durchmesserkontrollsystem müssen zusammenarbeiten, um eine Vorform erfolgreich herzustellen. In den folgenden Absätzen biete ich Empfehlungen an, die auf meiner jahrelangen Entwicklungs- und Fertigungspezialitätsfaser basieren, einschließlich der Einrichtung, Betrieb und Aufrechterhaltung mehrerer MCVD -Gaslieferungssysteme.
Stellen Sie sicher, dass der Gasabscheidungsstrom dicht kontrolliert wird
Vor Beginn der Ablagerung stellt eine Schlüsselaktivität sicher, dass die Drehdichtung dicht läuft, um Probleme mit der Faserqualität zu verhindern. In einem früheren Artikel („ Vergleich der 2 Arten von MCVD-Gasabgabesystemen “) habe ich erwähnt, dass eine Rotationsdichtung verfügbar ist, die ein O-Ring auf der Seite auf der Seite gegen eine einstellbare Glasdruckplatte verfügt. Dies ist eine zuverlässige Drehdichtung, die mit beiden Arten von Gasabgabesystemen funktioniert: Teflon und Edelstahl. Im Laufe der Jahre habe ich keine Korrosion und minimale Leckageprobleme mit dieser Art von Rotationsdicht gesehen.
Dies ist eine gute Gelegenheit, das „leckende“ Thema ein bisschen mehr zu erläutern. Beim Betrieb eines MCVD -Systems empfehle ich vor dem Einrichten der Vorformulierung das Leck, das die Rotationsdichtung testen. Ich mache dies, indem ich Sauerstoff durch die Rotationsdichtung fließe. Starten Sie zunächst das Ende der Drehdichtung mit einem festen Quarzrohr. Senken Sie den regulierten O2 -Druck als nächstes auf ~ 5 psi, etwas über dem, was das System während der Ablagerung sehen wird. Wenn Sie den O2 -Trägermassenstrom -Controller beobachten, werden Sie feststellen, dass er auf Null geht, wenn das System dicht ist. In diesem Verfahren wird die Sauerstoffträgerlinie im gesamten Gassystem vom Eingang bis zur Drehdichtung getestet.
Es lohnt sich, sich Zeit zu nehmen, um diesen Lecktest durchzuführen. Zu diesem Zeitpunkt des Prozesses hat Ihr Team wahrscheinlich viel Zeit damit verbracht, ein Programm zu schreiben, um eine bestimmte Anzahl von Dämpfen an die Drehmaschine und daher einen bestimmten Dampfstrom an das Rotationssiegel zu liefern. Wenn ein Leck in der Drehdichtung vorhanden ist, können Sie möglicherweise Feuchtigkeit hinzufügen und/oder einen Teil des Gasstroms verlieren, was die Schichtdicke und möglicherweise einen potenziellen Brechungsindex verringern würde. Wenn sich die Leckrate während des Laufs ändert, kann dies zu einer axialen Variabilität der Vorformung führen.
Wenn Ihr Gasablagerungsstrom unter strenger Kontrolle steht, haben Sie die Gewissheit, dass das Gasabgabesystem dicht ist, Sie eine gute Kontrolle über die Bubbler -Temperatur haben und eine gute Kontrolle über Ihre Massenströmungsregler haben. Kurz gesagt, Sie erwarten, das zu bekommen, was Sie dem System sagen, um dies zu tun. Jetzt können wir uns auf den tatsächlichen Abscheidungsprozess der Umwandlung von Chloridgasdämpfen in Oxide und Konsolidierung von Oxiden in gesintertes Glas konzentrieren. Um Preforms reproduzierbar herzustellen, müssen alle Drehfunktionen eng kontrolliert werden.
Ablagerungsbrenner und Pyrometer -Kombination
Typischerweise werden die Gasströme und die Brenner -Traverse -Geschwindigkeit am Einlassende des Vorformröhrchens gestoßen. Das optimale Rampenprofil würde die gleiche Index- und Schichtdicke entlang des gesamten Abscheidungsrohrs ablegen. Die Brennergeschwindigkeitsrampe und die Gasströmungsrampe können sehr komplex sein, um eine sich verjüngende Vorformung zu erreichen.
Der Rampenprozess ist normalerweise spezifisch für jedes von Ihnen geschriebene Rezept. Dies ist ein sehr komplexer Prozess, der durch Versuch und Irrtum verbessert wird. Nachdem ich das Vorformpunkt erstellt habe, verwende ich den Profiler, um das Profil von Ende zu Ende zu messen. In dem Einlass der Vorform, bei dem die Ablagerung beginnt, haben Sie normalerweise die größte Menge an Verjüngung. Dies wird vorformlich verschwendet, wenn Sie die Verjüngung nicht beseitigen und den Rest der Vorformung anpassen können. Der Preform -Profiler lenkt Sie, die ordnungsgemäßen Fluss- und Geschwindigkeitsrampenänderungen vorzunehmen. Während Sie den Hauptteil der Vorformung entwickeln, kann die Verjüngungsregion gleichzeitig verbessert werden.
Unter Verwendung eines optischen Pyrometers und eines Satzes von Brennermassenströmungskontrollern (H2/O2) ist der typische Ansatz zur Messung und Steuerung der Ablagerungstemperatur vor dem Formröhrchen. Die spektrale Reaktion des Pyrometers bestimmt, ob die Rohroberflächentemperatur oder die Untergrundtemperatur überwacht und gesteuert wird. Typischerweise überwacht ein 5,0-Micron-Spektralantwortpyrometer die Oberflächentemperatur, wobei eine kürzere spektrale Reaktionsüberwachung die Unterseite überwacht.
Ich habe in einem früheren Artikel über Pyrometer gesprochen, der einen Tipp in Bezug auf Handheld-Pyrometer („ kritische Konstruktionsziele zur Herstellung von optischen Faservorformen“ ) enthielt. Es ist hilfreich zu wissen, dass SG Controls ein Scan -Pyrometer bietet, das sich auf den heißesten Ablagerungsort bewegt. Vorgegebene Pyrometer -Zielpositionen im Vergleich zu Geschwindigkeit werden in der Programmierung entwickelt und verwendet. Ohne diese Option wird das Pyrometer -Ziel für eine Geschwindigkeit eingestellt. Wenn die Brennergeschwindigkeit zunimmt, kann die heiße Zone hinter dem Pyrometer zurückbleiben und einen kälteren als den tatsächlichen Temperatureingang für den Controller verursachen. Ihr Temperaturregler kompensiert und bringt die tatsächliche Temperatur höher als der programmierte Wert.
Darüber hinaus steuert eine fein abgestimmte PID (proportional-integraler-derivat) die H2/O2-Massenströmungsregler, um die Röhrentemperatur auf den gewünschten Set-Punkt aufrechtzuerhalten. Eine enge Temperaturregelung ist wichtig, um Konsistenz und Reproduzierbarkeit entlang der Vorformlänge zu erreichen.
Der PID ist ein Steuerungsrückkopplungsmechanismus, der eng verwaltet werden muss. Wenn sich der Eingang des Pyrometers von dem Temperatursollpunkt unterscheidet, liefert die PID eine Korrektur des Wasserstoffbrennerstroms. Wie die PID programmiert ist, bestimmt die Korrekturrate. Wenn Sie die Veränderung zu schnell machen, führt dies typischerweise zu einer Oszillation der Temperatur. Ich empfehle eine enge Kontrolle von +/- 1 bis 2 Grad C. Es ist wichtig, die PID zu vermeiden, was ich unterschreibt oder überschreiten .
Hier ist ein Beispiel für eine Unterschwingung/Überschwungschwanz. Nehmen wir an, Sie stellen die Temperatur auf 1700 Grad C ein, aber die PID ist nicht optimiert. Wenn die Temperatur auf 1699 Grad C sinkt, erhöht der PID den Wasserstofffluss. Die Temperatur steigt auf 1710 Grad. Die PID reagiert durch Reduzieren von Wasserstoff. Jetzt sinkt die Temperatur auf 1690 Grad. Die Differenzlücke hat sich mit schweren Temperaturschwankungen erweitert. Ein ordnungsgemäß programmierter Qualitätspid steuert die Abscheidungstemperatur entlang der gesamten Vorformlänge fest.
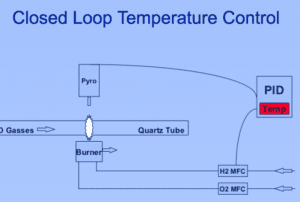
Dieses Diagramm veranschaulicht ein Standard -MCVD -Steuerungssystem für geschlossene Schleifen.
Während dies einen Standardansatz zeigt, trägt ein hochwertiger Pyrometer, ein Brenner und ein PID zum Kontrollniveau und damit zur Reproduzierbarkeit Ihrer optischen Faserpeas.
Ideen zur Verbesserung der Druckregelung und Durchmesserkontrolle
Das Druck-/Rußkontrollsystem ist wichtig, um den Rohrdurchmesser aufrechtzuerhalten. SG Controls bietet ein sehr gutes Druckregel-/Durchmesser -Steuerungssystem, das den Rohrdurchmesser mit einer Kamera überwacht. Die Kamera befindet sich in einer geschlossenen Schleife mit dem Druckregelsystem. Ein gewünschter Durchmesser kann während des Abscheidungsprozesses eingegeben und präzise kontrolliert werden. Zusätzlich kratzt ein rotierendes Quarzrohr das Innere des Auspuffrohrs, um das nicht abgebildete Oxid zu lösen. Das lose Oxid wird dann durch eine Kombination der MCVD -Gase und des Stickstoffrückentfernungsgases aus dem Auspuffrohr gedrückt. Dieser Ruß wird dann zur Filterung und Neutralisation an den Schrubben gesendet.
Der SG Controls Camera Monitor bietet ein Preform -Bild mit Kantenfinder und einer Auslesung des kontinuierlichen Durchmessers. Zusammenarbeiten können die Kamera, das Drucksteuerungssystem und das PID den internen Rohrdruck einstellen, um einen gewünschten Durchmesser aufrechtzuerhalten. Dieses Steuersystem für Durchmesser ist sehr wichtig, um die Reproduzierbarkeit zu verbessern.
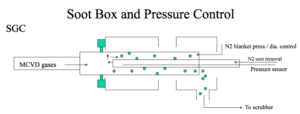
Dieses Diagramm veranschaulicht das Heckbestandende eines SG -steuert MCVD -Systems, bei dem die Gase aussteigen. Dieses Rußentfernungs- und Druckkontrollsystem ist ein hervorragendes Merkmal, um den Durchmesser der Vorformung während der Abscheidung zu steuern. Beachten Sie die Stickstoffdecke, die sowohl die Druckregelung als auch die Durchmesserregelung unterstützt.
Tipps zur besseren Steuerung des Zusammenbruchs des Vorform
Sobald die Ablagerung abgeschlossen ist, muss das Vorformpunkt in eine feste Stange zusammengebrochen werden. Es ist typisch, den Durchmesser von Spindelstock zu Heckstock zu reduzieren, um den Durchmesser zu verringern und gleichzeitig Sauerstoff zum Entlüften zu entlüften. Dies hält eine trockene Atmosphäre im Röhrchen für längste Zeit. Es ist wichtig, einen trockenen Gasstrom zum Entlüften aufrechtzuerhalten. Bei hohen Zusammenbruchtemperaturen kann Wasser von außen nach innen durch das Rohr diffundieren.
Die Steuerung des internen Rohrdrucks ist entscheidend, um ein kreisförmiges Vorformpunkt aufrechtzuerhalten. Wenn der Druck nicht kontrolliert wird, kann die Zirkularität vor der Form verloren gehen - und es ist sehr schwierig, die Kreislauf der Vorformungen wiederzugewinnen. Wenn der Außendurchmesser verzerrt, können weichere Ablagerungsschichten fließen und auch verzerren, was zu Problemen mit Kernkonzentrik führt. Das SG steuert das Druckkontrollsystem für einen sehr konsistenten internen Druck, um die Kreislauf der Vorformungen zu steuern.
Der H2/O2 -Brenner wärme und Druck auf die Außenseite des Abscheidungsrohrs. Die Oberflächenspannung des Rohrs führt dazu, dass sie zusammenbricht. Das Verhältnis von H2/O2 bestimmt den angelegten Druck und die Geschwindigkeit, mit der Glas von der Außenseite des Ablagerungsrohrs verdampft wird. Die Optimierung des H2/O2 -Verhältnisses ist sehr wichtig, um konsequent Vorformungen desselben Enddurchmessers herzustellen. Ein 2: 1 -Verhältnis von H2/O2 ist ein guter Ausgangspunkt. Die Reduzierung des H2 reduziert das Abbrennen, reduziert aber auch den Flammendruck/die zum Kraftstreckenkollaps benötigte Flammendruck/-temperatur. Durch Hinzufügen von Wasserstoff erhöht sich Druck/Temperatur, um die Vorformung schneller zu kollabieren. Leider erhöhen hohe H2/O2 -Verhältnisse typischerweise die Glasdampfrate aus dem Vorform -Außendurchmesser. Wenn der endgültige Preform OD verringert ist, ändert sich das Verhältnis zwischen OD und Kern. Gezogene Vorformen erzeugen Faserkerndurchmesser basierend auf dem Vorformpunkt OD. Wie Sie sehen können, ist es kritisch, sicherzustellen, dass jedes Vorformpunkt eines bestimmten Designs eine wiederholbare OD hat.
Der SG steuert Edelstahl flüssige, flüssigen Brenner hat eine optimierte Brennweite, um während des Zusammenbruchs gleichmäßig Wärme auf das Rohr auf die Ablagerung und den Druck auf das Rohr aufzutragen. Dieser Brenner hat auch Stickstoffvorhänge (Jets) auf beiden Seiten des Brenners. Wenn diese variablen Flussdüse eingeschaltet werden, fließt der Stickstoff auf das Ablagerungsrohr, wodurch während des Zusammenbruchs Kühlung und Verengung der heißen Zone führt. Diese Strategie reduziert drastisch das Röhrchen beim Zusammenbruch und führt zu einem viel geraderen Endform. (Es kann äußerst schwierig sein, ein abgesagter Vorformpunkt zu begradigen.) Wenn der Durchmesser auf einen sehr kleinen Innendurchmesser reduziert wird, ist das Röhrchen am Abgasende abgesagt. Um die OH -Eingliederung zu verhindern, ist die Vorform normalerweise mit einer CL2 -Atmosphäre abgedichtet. Sobald das Vorformpunkt versiegelt ist, wechseln die Ventile automatisch zum Ableiten am Ende des Spindelstocks. Jetzt steuert der Sauerstofffluss, der am Einlassrohr vorbeikommt, den Innendruck für die endgültigen Versiegelungspannen.
Links steuert ein SG -steuert MCVD -System, das zeigt, dass die Stickstoff -Jets die heiße Zone verengt haben.
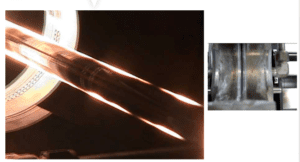
Auf der rechten Seite steuert sich die Brenner Jets in der Mitte auf den Brenner eines SG -kontrollierten MCVD -Systems (nicht in Betrieb) und sind sichtbar. Die beiden Stickstoffjets befinden sich an den Seiten, die durch die blauen Pfeile angezeigt werden.
Abschluss
Die Steuerung des Voraussageprozesses erfordert eine signifikante Feinabstimmung und Finesse. Zusätzliche Systemfunktionen können die Reproduzierbarkeit Ihrer Vorformungen erheblich verbessern-Merkmale wie eine hochwertige Drehdichtung, Scanpyrometer, Stickstoffvorhänge, Druckregelungssystem und Durchmessersteuerungssystem. Wenn diese Funktionen zusammenarbeiten, können diese Funktionen die Qualität Ihrer optischen Faser -Vorverformungen optimieren.
Wenn Sie Fragen haben oder Hilfe möchten, kann ich helfen, um zu helfen. Jeder in unserer Branche kontrolliert sein System ein wenig anders. Doch wenn es um das Entwerfen und Herstellen von Vorformuligkeiten geht, teilen wir alle ein Ziel: Reproduzierbarkeit .
